

Revisión de la impresora 3D Voxelab Aquila D1 - Las guías lineales MGN no son una cura milagrosa

Con el Aquila D1 Voxelab envía un sucesor del Aquila S2 al mercado. Aunque Voxelab en sí no es precisamente uno de los fabricantes de impresoras 3D más conocidos, su empresa matriz es un actor realmente importante y un veterano de la fabricación aditiva. Esto se debe a que Voxelab forma parte de Flashforge, fundada en 2011. La filial atiende el mercado de impresoras 3D baratas, pero no suele ignorar la experiencia y calidad de Flashforge. Por ejemplo, las impresoras FDM de aquí tienen el diseño típico de Creality, pero están adaptadas hasta el punto de que los dispositivos también pueden procesar materiales técnicos como nailon o poliamida. Aunque la Aquila D1 se encuentra en el segmento básico en cuanto a precio y aspecto, los usuarios deben tener bastante experiencia. La Aquila D1 requiere ciertos conocimientos para ser utilizada con sensatez y perdona los errores mucho menos que otras impresoras 3D.
Datos técnicos

A primera vista, el Aquila S2 y el D1 no tienen mucho en común, pero en última instancia los datos de rendimiento de ambos dispositivos son muy similares. El extremo caliente totalmente metálico del D1 puede calentarse hasta 300 °C. Los ejes X e Y se desplazan ahora sobre guías lineales y rodamientos. Los rodillos de Delrin ahora sólo se encuentran en el eje Z, que se acciona desde ambos lados. En detalle, el cabezal de impresión de la D1 es ahora muy similar al diseño actual de la combinación Hotend y extrusora de Creality. En términos de volumen de impresión, el nuevo dispositivo de Voxelab corresponde al estándar actual de las impresoras 3D de tamaño medio.
| Voxelab Aquila D1 | |
|---|---|
| Tecnología utilizada | FDM, FFF |
| Volumen máximo de impresión | 235 × 235 × 250 mm |
| Tamaño de la unidad sin cable ni rollo de filamento | 47 × 44 × 63 cm (Al × P × An) |
| Espacio de suelo en funcionamiento | Mínimo 50 × 55 cm |
| Sistema de movimiento | Accionamiento único X,Y,Z según Prusa/Mendel |
| Extrusora | extrusora de accionamiento directo cartucho calefactor de 40 vatios, máximo 300 °C |
| Lecho de impresión | lecho de impresión magnético de acero con recubrimiento de PEI calentado con fuente de alimentación de 24 V máximo 110 °C |
| Nivelación automática del lecho | con sensor de proximidad inductivo |
| Tarjeta de control Microcontrolador |
FFP0261_MainBoard_V1.0.2 Nation N32G455 VB/C |
| Firmware del dispositivo de prueba | Aquila D1 Firmware 2.0.2 |
| Controlador de motor paso a paso | Ruimeng Technology MS35775 Controlador de motor paso a paso soldado con interpolación de 256 pasos |
| Conectores | microSD, microUSB |
| Control | Pantalla táctil, interfaz serie vía USB |
| Fuente de alimentación | fuente de alimentación interna de 110-240 V a 24 V |
| Página del fabricante | Voxelab |
Construcción y gestión de cables
Voxelab confía en los típicos perfiles de aluminio con ranura en V en el diseño de la Aquila D1. Sin embargo, aquí sólo se utilizan en el eje Z para servir de guía a los rodillos Delrin. Los ejes X e Y están equipados con rodamientos lineales MGN y los raíles correspondientes. Se supone que proporcionan un funcionamiento casi sin fricción de los componentes, a la vez que una gran precisión. Para conseguir un aspecto limpio, toda la base está revestida de chapa de acero con recubrimiento de polvo. Además, las unidades de accionamiento de los ejes X e Y están provistas de una cubierta protectora que protege tanto a la impresora de la suciedad como al usuario de posibles lesiones. Los rodamientos lineales instalados del tipo MGN9H son extremadamente precisos, pero también perdonan difícilmente las imprecisiones de fabricación. Por ejemplo, los dos carriles guía del eje Y tendrían que ir exactamente paralelos con una tolerancia de 0,15 aproximadamente, y sus correspondientes homólogos, los rodamientos lineales, también tendrían que montarse con la misma precisión. Mientras nuestro dispositivo de prueba está frío, los raíles se desplazan muy suavemente, lo que habla en favor de un montaje preciso. Pero aquí ya encontramos un problema con el Aquila D1 en la primera prueba de presión.












Gestión de cables
Desde el exterior, la organización de los cables corresponde a la norma. Los mazos de cables habituales conducen a componentes como el cabezal de impresión, los motores de accionamiento y la base de impresión. Mientras que encontramos un alivio de tensión para el arnés de cables a la cama de impresión, es principalmente el arnés de cables al eje X y el cabezal de impresión lo que nos preocupa aquí. Aquí no hay alivio de tensión para los mazos de cables. Todas las fuerzas deben ser absorbidas por los conectores. Aquí podrían surgir problemas a largo plazo.
Por otro lado, encontramos una buena gestión de cables bajo la cubierta de la base. Todos los extremos de los cables están equipados con terminales adecuados y el conductor de protección está conectado a la carcasa y al bastidor en varios puntos. Así, también podemos hacer un seguimiento de la conexión al conductor de protección en todos los módulos mediante un multímetro.


Placa base
Bajo la tapa de la base, también encontramos el centro de control del Aquila D1. La placa base lleva la etiqueta FFP0261_MainBoard_V1.0.2 - probablemente un desarrollo propio de Aquila. Aquí entra en juego el mismo minimalismo que ya hemos visto y criticado en dispositivos como el Anycubic Cobra 2. La impresora 3D apenas ofrece opciones de expansión con esta placa, y muchas conexiones son propietarias. Como microcontrolador se utiliza el Nation N32G455 VB/C, un núcleo ARM Cortex M4 de 32 bits que funciona a un máximo de 144 MHz. Cuatro controladores de motor paso a paso se sueldan directamente en la placa. En este caso, los drivers son los Ruimeng Technology MS35775. Al igual que los controladores de motor paso a paso de TMC, ofrecen interpolación de 256 pasos, pero no garantizan movimientos tan silenciosos como los chips del fabricante alemán.


Montaje y configuración




Como la mayoría de las impresoras 3D, la Voxelab Aquila D1 viene por partes. Aquila incluye las herramientas para el montaje de inmediato y empaqueta algunos pequeños artículos en la caja que podrían ser útiles para el funcionamiento posterior. Como en la mayoría de las impresoras 3D de este tipo, el montaje no es especialmente complicado. Voxlab también incluye un manual de instrucciones claro. Como mucho, el montaje del arco es un poco enrevesado, ya que aquí hay que atornillar los tornillos desde abajo, como es habitual. Comprobamos que todas las piezas encajan en paralelo y en ángulo recto enseguida. Así que después de haber ajustado las tensiones de la correa en los dos tornillos de fijación y alineado la cama de impresión con los cuatro tornillos de fijación al cabezal de impresión, podemos empezar a poner en marcha la nueva máquina.
Eso significa primero pasar por la nivelación automática de la cama de malla. Con unos ocho minutos, este proceso lleva un poco más de tiempo que con otros dispositivos. Sin embargo, la impresora 3D también echa de menos el lecho de impresión calentado y sólo necesita cuatro minutos para alcanzar la temperatura de funcionamiento.
Para la primera prueba, elegimos el típico 3D-Benchy. El gCode para ello procedía de Voxelab en la microSD incluida. Desafortunadamente, un defecto de diseño o fabricación de la Aqulila D1 se hace evidente aquí: La cama de impresión calentada también irradia su calor hacia abajo. Esto hace que el componente al que están unidos los cojinetes lineales y la cama de impresión se expanda. Las guías lineales situadas debajo permanecen frías, y la expansión térmica provoca tensiones mecánicas porque los cojinetes MGN no pueden compensar la expansión. Como resultado, el lecho de impresión ya no puede moverse libremente, se producen pérdidas de paso y el modelo de impresión se imprime desplazado. La palabra clave aquí es desplazamiento de capa.
Por tanto, nuestra primera reparación tuvo que realizarse antes de que hubiéramos terminado la primera impresión. La solución al problema era relativamente sencilla. Uno de los dos raíles lineales paralelos tenía que tener una holgura mínima para compensar la dilatación térmica durante el funcionamiento. Para ello, bastaba con aflojar los tornillos de la guía derecha. Aquí se requiere un toque delicado porque los tornillos deben aflojarse lo suficiente para permitir que el raíl se mueva ligeramente en el plano, pero no tanto como para que pueda levantarse de la base fresada en plano. Para los lectores con conocimientos técnicos, aquí debe haberse cometido un error durante el proceso de fabricación de la impresora 3D. Los tornillos del raíl derecho se aprietan con un par de apriete demasiado alto. El resultado son dos rodamientos fijos. Por la forma en que Voxelab ha fresado la extrusión de aluminio, el raíl derecho está pensado como un cojinete flotante. Sin embargo, la elección de los tornillos y el par de apriete lo impiden. Sin embargo, nuestra solución no puede ser permanente, ya que la posición de los tornillos debe comprobarse una y otra vez. A largo plazo, deberíamos cambiar aquí a arandelas de PTFE. Para reducir las fluctuaciones de temperatura bajo el lecho de presión, también tiene sentido utilizar un aislamiento del lecho de presión (unos 10 euros en Amazon). Esto también ahorra energía.
Después de la modificación, el Voxelab Aquila D1 funcionó bien. Los problemas con los cambios de capa se resolvieron por el momento.
Controlar

En Voxelab también se han establecido pantallas táctiles para controlar muchas impresoras 3D. La interfaz de usuario es bastante sencilla y está traducida a varios idiomas. Sin embargo, por desgracia, nos dimos cuenta de que Voxelab cometió varios errores ortográficos durante la traducción al alemán. Un poco más tarde, nos damos cuenta de que Voxelab ha confundido Sí y No en la traducción. Si quieres cancelar o pausar una impresión, aparece un campo de confirmación con preguntas como ¿Cancelar impresión?
, ¿Suspender impresión?
o ¿Continuar
impresión? Para confirmar, sin embargo, tienes que tocar No
aquí. En los modos inglés y francés, los dos campos de entrada aparecen con el texto correcto. Aquellos que entiendan alguno de los otros idiomas que ofrece la impresora probablemente prefieran elegir estos. Hemos enviado al fabricante toda la información sobre el error. Sin embargo, Voxelab aún no ha podido solucionar el error.
Aparte de los errores en la traducción al alemán, sin embargo, la interfaz es bastante cómoda. Los valores numéricos se pueden introducir a través de un campo numérico, y las opciones de control habituales están disponibles. Sólo un asistente para el ajuste manual de la cama de impresión y una opción de ajuste para el factor de extrusión no están disponibles.
Slicer - Voxelab entrega el VoxelMaker
Voxlab es uno de los pocos fabricantes de impresoras 3D que suministra su propio cortador para descargar. El programa se utiliza para convertir modelos 3D en gCode, que puede ser leído por las impresoras 3D. El programa recuerda en cierto modo a una mezcla de Cura y Simplify3D, pero en realidad se basa en FlashPrint 5 de Flashforge. Así, VoxelMaker ofrece muchas ventajas de los dos conocidos programas, lo que facilita su uso. En principio, la precisión del programa es buena y ligeramente superior al nivel de Cura 4.x, pero no llega a los excelentes resultados del Arachne Slice Engine. Sin embargo, Voxelab proporciona actualizaciones periódicas del slicer, y el programa está muy bien diseñado. Ofrece un comienzo fácil para los principiantes, así como una gran cantidad de ajustes para que los usuarios avanzados puedan adaptar las impresiones 3D a sus propias necesidades.




Rendimiento
Con la Aquillia D1, Voxelab no sigue el camino que muchos otros fabricantes de impresoras 3D han tomado en los últimos años. Por ejemplo, las velocidades máximas declaradas por Voxelab parecen bastante bajas. Anuncia una velocidad de impresión típica de 100 mm/s y una máxima de 180 mm/s. Básicamente, la Aquila D1 es por tanto algo más lenta que competidores actuales como la Anycubic Cobra 2 o la AnkerMake M5. Sin embargo, muchos materiales que nuestro dispositivo de prueba puede procesar no pueden ser procesados por los dispositivos de la competencia porque las temperaturas máximas del hotend son demasiado bajas. Nuestra prueba de velocidad de impresión con PLA muestra que el Aquila D1 puede hacer un poco más que las velocidades anunciadas.
Cama de impresión


La cama de impresión parece ser el mismo componente estándar que vimos por última vez en elAnycubic Cobra 2. Una placa de aluminio de aprox. 2 mm de espesor forma la base. Esta se puede calentar desde la parte inferior. En la parte superior, una lámina magnética está pegada casi sobre toda la superficie. La placa de acero para muelles recubierta de PEI se adhiere a ella. Sin aislamiento por la parte inferior, el calentador de 24 V debe suministrar energía permanentemente aquí y tarda un poco más en calentarse. Si se decide instalar una placa aislante adecuada, esto debería, además de las ventajas de ahorro de energía, garantizar también una mejor movilidad de la cama de impresión, ya que el soporte de la cama de impresión se calienta menos.
Gracias a los 400 vatios de potencia calorífica, la cama de impresión puede pasar de una temperatura ambiente de 22 °C a una temperatura de impresión de 60 °C en menos de tres minutos. Para alcanzar los 90 °C se necesitan cinco minutos.
Nivelación automática del lecho de malla

La Voxelab Aquila D1 mide la cama de impresión con un sensor de proximidad inductivo en 25 puntos. Para ello, el lecho de impresión se calienta hasta una temperatura de funcionamiento de 60 °C. Aunque esto tiene la ventaja de que la impresora tiene en cuenta la expansión térmica del lecho de impresión, los sensores inductivos dependen en gran medida de la temperatura. Por lo tanto, pueden producirse imprecisiones si el lecho de impresión no se calienta de manera uniforme. En la prueba, sin embargo, no observamos ningún problema con la precisión del sensor. Después de ajustar manualmente la distancia entre boquillas, la Aquila D1 imprime todo el lecho de impresión a una distancia casi óptima. En total, el proceso de medición dura unos ocho minutos.
El lecho de impresión de la impresora 3D también se puede ajustar manualmente. Para ello, hay tornillos de ajuste en las cuatro esquinas. Sin embargo, no encontrarás un asistente para alinear manualmente el lecho de impresión. Por lo tanto, tienes que mover el cabezal de impresión y el lecho de impresión a mano o introducir los comandos correspondientes en el ordenador a través de la interfaz serie.
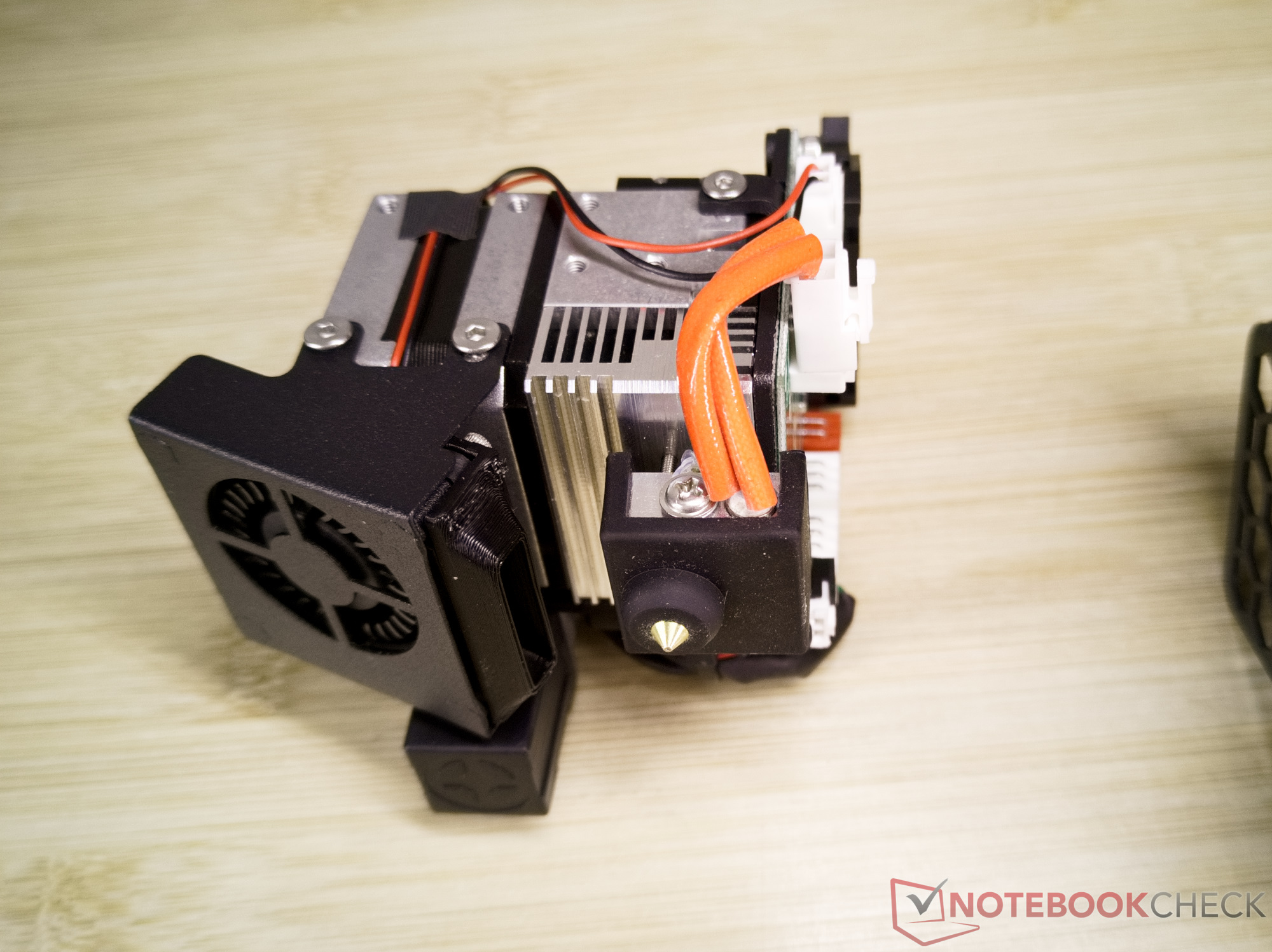
Hotend y extrusora
El cabezal de impresión combina el hotend y el extrusor. Todo el diseño utiliza muy poco plástico, por lo que debería soportar temperaturas más elevadas. El extremo caliente puede calentarse hasta 300 °C. Esto significa que muchos materiales técnicos también se pueden procesar con la Aquila D1. El diseño del cabezal de impresión en sí se basa en gran medida en la extrusora Sprite de Creality, pero varias partes que están hechas de plástico en Creality se han sustituido por componentes de aluminio. Por ejemplo, el extremo caliente no necesita un inliner de PTFE.
PLA, PETG, y ABS son probablemente los materiales de impresión 3D más comunes, y la Aquila D1 los domina sin problemas incluso a altas velocidades de impresión gracias al potente extrusor. Nylon, policarbonato y otros materiales técnicos también son concebibles aquí. Sin embargo, no debe confiar en las mismas altas velocidades que para el procesamiento de PLA.




Voxelab especifica una velocidad de impresión típica de 100 mm/s para la Aquila D1 y sugiere una velocidad máxima de 180 mm/s. A una temperatura de impresión de 220 °C, la impresora 3D alcanza una velocidad superior de 220 mm/s al menos con filamento PLA sin caídas significativas, pero con importantes pérdidas de calidad. Por encima de 240 mm/s, las caídas del extrusor y un motor demasiado débil del eje Y provocan algunas lagunas en nuestra prueba de velocidad de impresión, en la que la impresora 3D aumenta su velocidad cada 5 mm. No obstante, en determinadas circunstancias, sería posible imprimir en 3D a velocidades de hasta 260 mm/s.
Como es típico en los extrusores de accionamiento directo, se pueden ver claramente los dientes de las ruedas de accionamiento del filamento en la imagen de impresión a velocidades de impresión más lentas. A velocidades de impresión más altas, este efecto disminuye visiblemente. De hecho, el rango de 90 a 120 mm/s parece ser el óptimo para la velocidad y la calidad. En este rango, la Voxelab Aquila D1 produce una imagen de impresión agradable.



Calidad de impresión
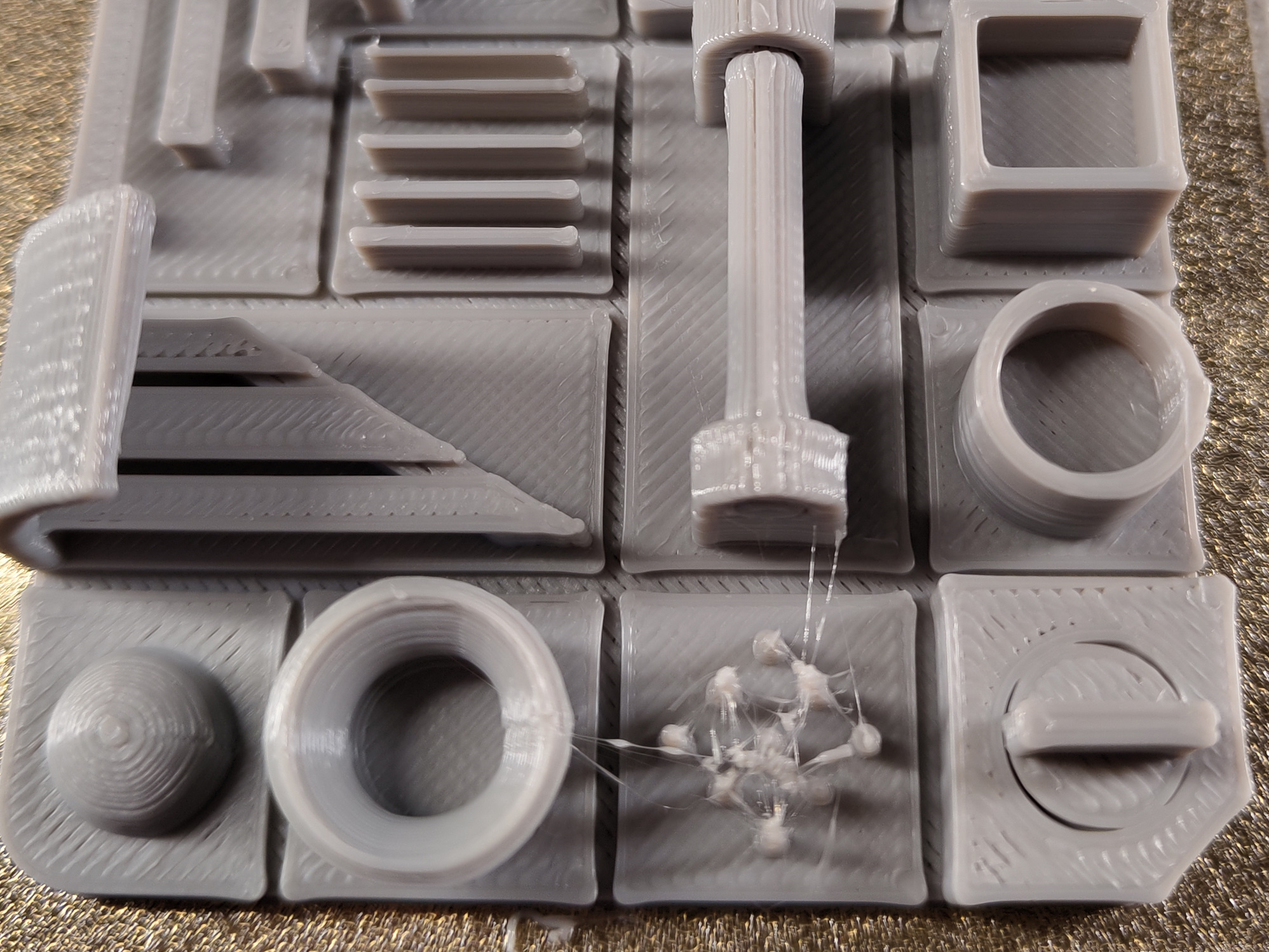
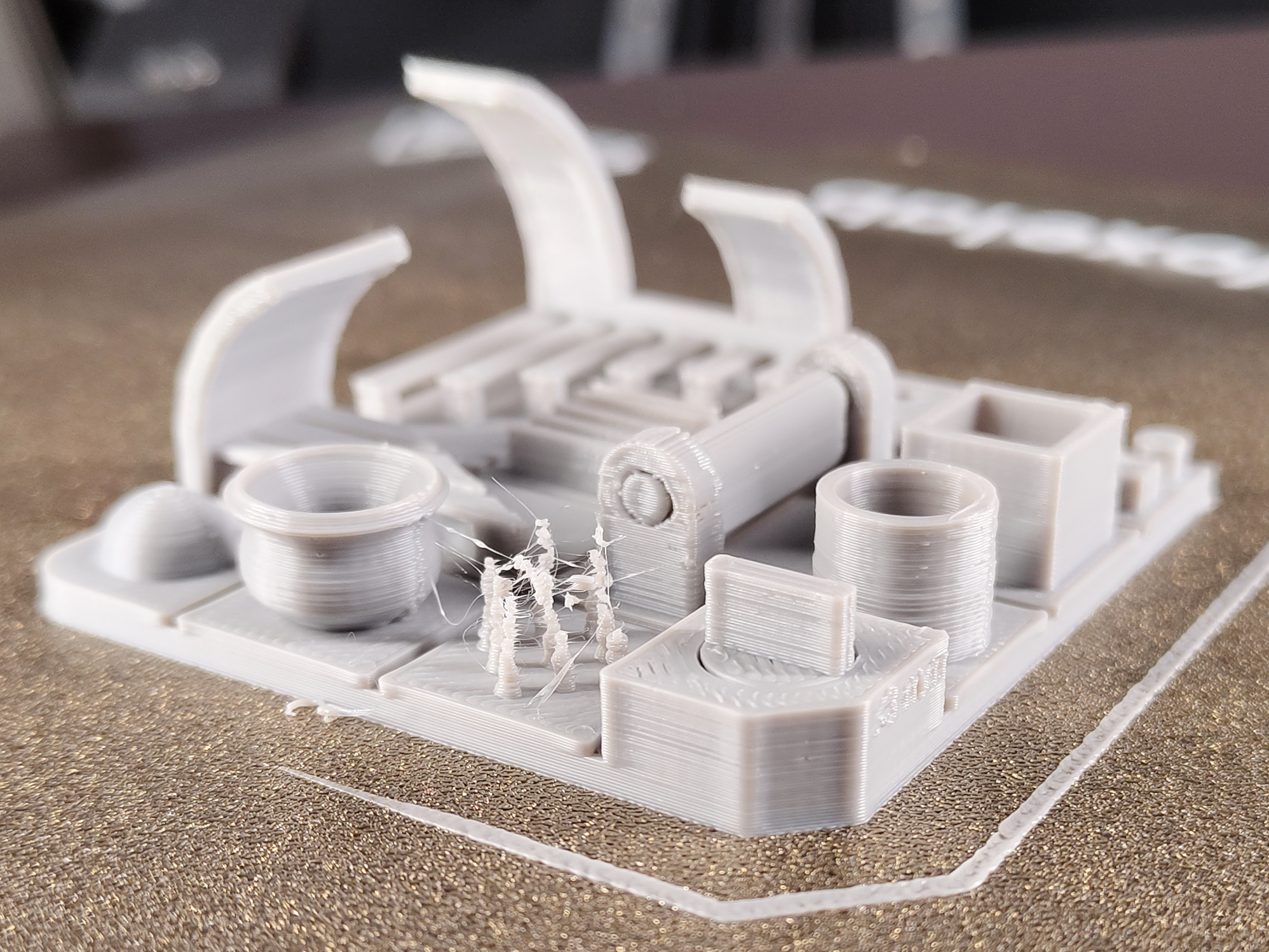
Normalmente, utilizamos Ultimaker Cura en la última versión para preparar nuestras impresiones de prueba. Sin embargo, dado que el fabricante proporciona su propio slicer, Voxelmaker, decidimos utilizarlo. Desafortunadamente, el resultado muestra bastantes problemas, la mayoría de los cuales se pueden atribuir a una falta de optimización de los ajustes de impresión aquí. El primero y más importante es probablemente el comportamiento de retracción antes de que el cabezal de impresión tenga que pasar sobre áreas vacías del objeto de impresión. Así, notamos excesivos hilos y manchas en varios lugares. Se trata de hilos y residuos de filamento que podrían evitarse casi por completo con una mejor configuración. Esto también provoca problemas al principio de las líneas, ya que los movimientos de desretracción tampoco son del todo coherentes. También se observa que los ajustes para el relleno sólido, es decir, las capas de cobertura en el slicer, no encajan. Como resultado, estas zonas se desprenden parcialmente de las paredes laterales. Ambos problemas pueden ser solucionados por usuarios experimentados realizando pequeños ajustes. Ajustamos nuestro filamento PLA gris de Anycubic casi perfectamente en la cortadora Ultimaker Cura. En la Voxelmaker, utilizamos los ajustes predeterminados para PLA. Por lo tanto, la impresora 3D tiene una pequeña desventaja sobre sus competidores también en esta área.
Se puede ver una cierta cantidad de ondulación entre las capas individuales. Sospechamos que se trata de Z-banding, que puede ser provocado por el guiado incorrecto del eje Z.




En la práctica, es probable que tenga que realizar algunos ajustes en la configuración de impresión para conseguir una calidad de impresión razonable. En última instancia, esto es posible, como muestran las siguientes imágenes. Para los recién llegados a la impresión 3D, esto probablemente requeriría una curva de aprendizaje empinada. Aquellos que ya están bien familiarizados con las impresoras 3D también deberían familiarizarse rápidamente con la Voxelab Aquila D1.
Por ejemplo, también utilizamos una configuración pre-construida de la Creality Ender 3 S1 para la Aquila D1 en la prueba en Cura. Dado que las características de ambas máquinas son muy similares, este perfil proporciona un buen comienzo para configurar la impresora 3D Voxelab razonablemente.
Por desgracia, también se ha demostrado en la práctica que la impresora 3D es bastante susceptible a los desplazamientos de capa en cuanto la tensión de la correa no está perfectamente ajustada. En este caso, al menos al principio debes asegurarte de tensar cuidadosamente las correas de transmisión de los ejes X e Y, al tiempo que controlas repetidamente las temperaturas del motor.










Seguridad
Como es habitual, también comprobamos el comportamiento de la impresora 3D en caso de problemas con los sensores de temperatura de la Voxelab Aquila D1. En este caso, la impresora 3D reaccionó sin problemas ante cortocircuitos, sensores desconectados y sensores desprendidos del cabezal de impresión o de la cama de impresión. En todos los casos, se desconectaron todos los elementos calefactores. De lo contrario, habría un riesgo considerable de incendio si la impresora funcionara mal.
También comprobamos si todos los componentes metálicos estaban conectados al conductor de protección. Una vez más, estamos satisfechos con la impresora 3D.
Para evitar atascos en los componentes móviles, Voxelab ha encapsulado al menos por completo todos los rodillos de desviación. De este modo, la impresora 3D se encuentra en una posición privilegiada en cuanto a seguridad de funcionamiento.
Emisiones
Con los controladores de motor paso a paso chinos de Ruimeng Technology, la Voxelab Aquila D1 no es tan silenciosa como otras impresoras 3D con controladores TMC a pesar de la interpolación de 256 micropasos, aunque los ventiladores aquí son bastante silenciosos con unos 40 dB(A). Los motores paso a paso, por otro lado, generan un nivel de ruido bastante alto durante el funcionamiento. A una distancia de un metro, medimos 51 dB(A) con el sonómetro Voltcraft SL-10 durante un proceso de impresión normal a 100 mm/s. En la prueba de velocidad de impresión, el ruido del motor aumentó significativamente al aumentar la velocidad. Aquí hay que soportar más de 63 dB(A) a altas velocidades de impresión.
Otro punto a tener en cuenta con esta impresora es el diseño abierto: Dado que la Aquila D1 también es capaz de procesar materiales técnicos como ABS, policarbonato o nylon, uno definitivamente debe ser consciente de los contaminantes que se pueden producir al procesar estos plásticos. El ABS en particular produce muchos vapores cuando se calienta. Por lo tanto, una habitación bien ventilada es adecuada para la impresora 3D.
Consumo de energía
Con un consumo medio de 130 vatios, el Voxelab Aquila D1 requiere mucha menos energía que el último modelo probado.Anycubic Cobra 2 y AnkerMake M5. Sin embargo, los verdaderos ahorradores de energía entre nuestros dispositivos de prueba siguen siendo el Artillería Genius Pro y elWizmaker P1. Ambas impresoras 3D necesitaron menos de 100 vatios de media en nuestras pruebas.
El mayor consumidor de energía en las impresoras 3D suele ser el lecho de impresión. En el caso de la impresora de Voxelab, aparentemente se alimenta a través de un control bang-bang. En el caso de la Aquila D1 calentada, la cama de impresión convierte más de 300 vatios en calor.
El control bang-bang carga mucho menos componentes como los MOSFET y los microcontroladores, ya que las conmutaciones son menos frecuentes, pero también provoca picos de carga más elevados en la fuente de alimentación y la red eléctrica. Según nuestras conclusiones, el consumo medio de energía de una impresora 3D apenas se ve afectado por ello.

Pros
+ guías lineales mGN
+ el extremo caliente totalmente metálico crea 300 °C
+ cama de impresión pEI
+ pantalla táctil
+ sensor de filamento
+ nivelación automática del lecho de malla
Contras
-mazo de cables al extrusor sin descarga de tracción
- error de traducción en la interfaz de la pantalla táctil alemana
- doble guía MGN en la base sin holgura puede causar problemas
- apenas ajustes de presión adecuados en VoxelMaker
Veredicto

Voxelab hace muchas cosas bien con la Aquila D1, pero también comete errores demasiado claros en algunos puntos. Se nota que se trata de una impresora 3D pensada más bien para aplicaciones técnicas y que también quiere ser manejada por personas que tengan los conocimientos básicos correspondientes. En cuanto a la calidad óptica de las piezas impresas por Aquila, la impresora sólo puede competir con dispositivos como la Anycubic Cobra 2 o la Artillería Genius Pro. Es una lástima porque el hardware incorporado debería ser capaz de más. En realidad, es impecable, con la excepción del raíl guía demasiado apretado y la mala gestión de los cables hasta el cabezal de impresión. Por lo tanto, nos preguntamos si un firmware optimizado de GitHub lograría mejores resultados.
Los rodamientos y raíles MGN no siempre pueden ser la última palabra, sobre todo porque sospechamos que Voxlab no hizo la mejor selección, al menos para las guías de los rodamientos. Con demasiada frecuencia, las consecuencias de las pequeñas vibraciones se hacen visibles en las impresiones.
La Voxelab Aquila D1 es una impresora 3D que viene con mucho potencial de fábrica. Para aprovecharlo, hay que hacer muchos ajustes finos, algo que otros fabricantes de impresoras 3D ya han hecho para sus dispositivos.
En general, la Aquila D1 resulta no ser muy amigable para los principiantes. Sin embargo, aquellos que están bien familiarizados con las impresoras 3D, Marlin, y los diversos ajustes en slicers deben hacer una buena elección con la impresora 3D de Voxelab.
Precios y disponibilidad
Amazon US lista el dispositivo por 299 dólares. El fabricante cobra 299 dólares por el Aquila D1 en venta directa.
Fuentes
